

产品中心Product Series
推荐产品Recommended
 自动回转式旋盖机+高速贴标机
自动回转式旋盖机+高速贴标机 高速滴眼液无菌灌装生产线
高速滴眼液无菌灌装生产线 自动灌装旋盖生产线
自动灌装旋盖生产线 塑料瓶的净化气洗瓶机
塑料瓶的净化气洗瓶机 十头酱料自动酱料灌装生产线
十头酱料自动酱料灌装生产线 200全自动理瓶机
200全自动理瓶机 自动跟踪式灌装机
自动跟踪式灌装机 自动灌装旋盖生产线
自动灌装旋盖生产线 自动旋盖机
自动旋盖机 塑料瓶液体灌装生产线
塑料瓶液体灌装生产线 全自动膏体灌装生产线
全自动膏体灌装生产线 自动易拉罐灌装锁口生产线
自动易拉罐灌装锁口生产线 润滑油灌装生产线
润滑油灌装生产线 口服液液体灌装生产线
口服液液体灌装生产线 深孔板灌装生产线
深孔板灌装生产线 六头液体灌装生产线
六头液体灌装生产线 12头活塞式自动液体灌装生产线
12头活塞式自动液体灌装生产线 十二头自动液体灌装生产线
十二头自动液体灌装生产线 8头酱料灌装旋盖机
8头酱料灌装旋盖机 颜料自动灌装旋盖机
颜料自动灌装旋盖机 酒精/84消毒液直线式活塞式灌装生产线
酒精/84消毒液直线式活塞式灌装生产线 奶粉罐装自动扎罐机
奶粉罐装自动扎罐机 四头灌装机-芝麻酱灌装生产线
四头灌装机-芝麻酱灌装生产线 兽药灌装旋盖生产线
兽药灌装旋盖生产线 自动兽药膏体液体灌装机
自动兽药膏体液体灌装机 食用油灌装生产线
食用油灌装生产线 洗手液/凝胶膏体/液体灌装生产线
洗手液/凝胶膏体/液体灌装生产线 滴眼液无菌灌装生产线
滴眼液无菌灌装生产线 直线反转式净化气洗瓶机
直线反转式净化气洗瓶机 自动等离子风洗瓶机
自动等离子风洗瓶机 自动异形盖旋盖机
自动异形盖旋盖机 自动旋盖机
自动旋盖机 膏体灌装流水线
膏体灌装流水线 500ml自动膏液灌装生产线
500ml自动膏液灌装生产线 自动检测试剂灌装封口机生产线
自动检测试剂灌装封口机生产线 玻璃瓶酱料灌装生产线
玻璃瓶酱料灌装生产线 自动跟踪式旋盖机
自动跟踪式旋盖机 远红外隧道灭菌烘箱
远红外隧道灭菌烘箱 瓶装坚果称重灌装生产线
瓶装坚果称重灌装生产线 输送式上瓶机
输送式上瓶机 食用油灌装生产线
食用油灌装生产线 活塞式酱料/膏体/液体灌装生产线
活塞式酱料/膏体/液体灌装生产线 变频驱动活塞式自动液体灌装生产线
变频驱动活塞式自动液体灌装生产线 自动胶囊药片灌装生产线
自动胶囊药片灌装生产线 自动膏体灌装生产线
自动膏体灌装生产线 自动防爆灌装生产线
自动防爆灌装生产线 糖浆灌装生产线
糖浆灌装生产线 滴眼液灌装流水线
滴眼液灌装流水线 自动灌装旋盖机联动机
自动灌装旋盖机联动机 滚筒翻转式净化气洗瓶机
滚筒翻转式净化气洗瓶机 自动酒水灌装锁盖生产线
自动酒水灌装锁盖生产线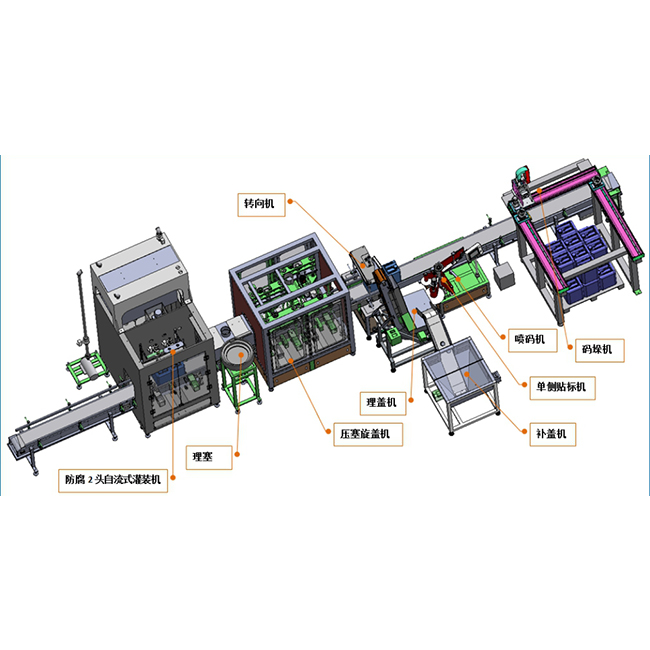 自动称重式灌装生产线
自动称重式灌装生产线 自动膏体液体灌装生产线
自动膏体液体灌装生产线 圆瓶供瓶机
圆瓶供瓶机 颗粒数粒灌装生产线
颗粒数粒灌装生产线 玻璃瓶液体的洗、烘、灌、封生产线
玻璃瓶液体的洗、烘、灌、封生产线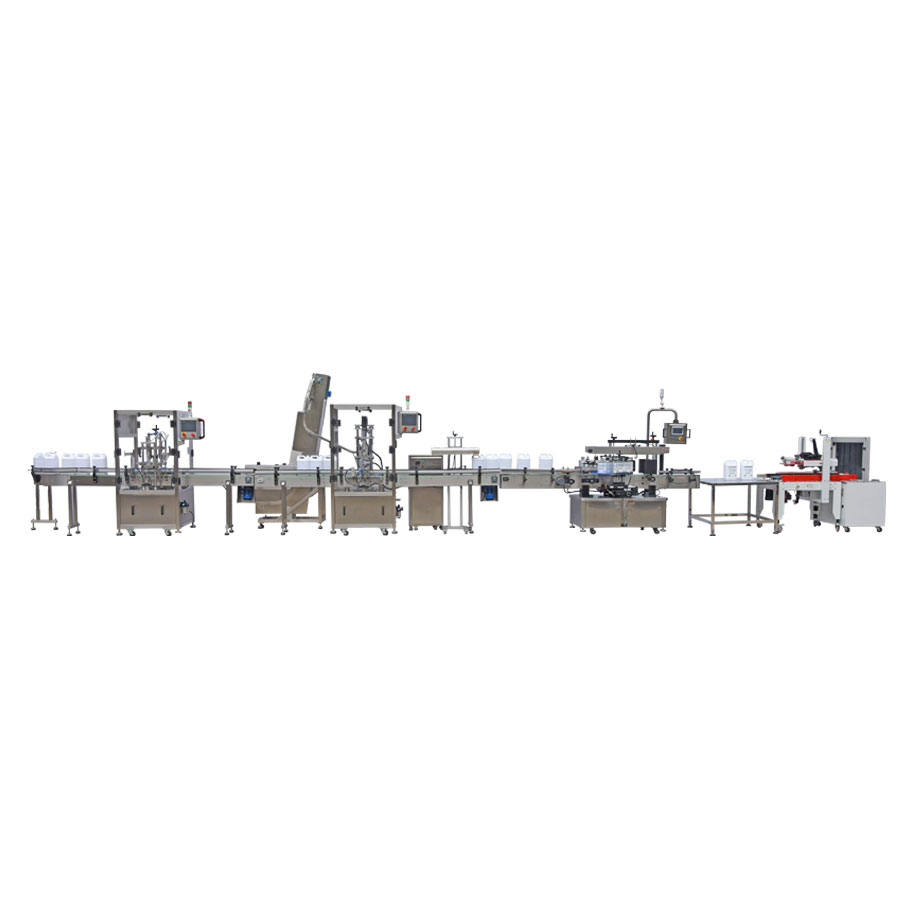 自动液体灌装旋盖贴标生产线
自动液体灌装旋盖贴标生产线 自动易拉罐牛油灌装机
自动易拉罐牛油灌装机 易拉罐灌装封口生产线
易拉罐灌装封口生产线 自动蒜蓉酱灌装旋盖生产线
自动蒜蓉酱灌装旋盖生产线 50/100全自动理瓶机
50/100全自动理瓶机 自动酱料灌装生产线
自动酱料灌装生产线 液体灌装生产线
液体灌装生产线 铁听罐灌装封罐包装线
铁听罐灌装封罐包装线 自动泵头旋盖机
自动泵头旋盖机 自动洗瓶烘干生产线
自动洗瓶烘干生产线 自动膏液灌装生产线
自动膏液灌装生产线
当前位置: 主页 > 产品中心 > 灌装生产线系列灌装生产线系列

产品名称:深孔板灌装生产线

产品详情
工艺流程:
人工放试剂盒到模具托盘→机械手抓取试剂盒到输送带→自动灌装→机械手输送试剂盒到另外一条输送带→自动拉膜→自动封膜→自动切膜→机械手自动热转印贴标(长边:短边可贴)→人工收试剂盒
1:上料形式:人工整叠放料到料仓,料仓前后挡板位置可±3mm调节,前后挡板之间不要收缩变形,料仓与防呆间隔两个板位。
2:防呆检测:两个漫返传感器及配件
3:灌装机构:注液盒外置,导流废液至塑料桶;Y轴(前后,行程200-250mm)+Z轴(上下,行程50mm),配置57型步进电机。
4:液位检测:储料盘自动液面检测,自动补液。
5:拉膜形式:电机拉膜,拉膜平整:拉紧:不跑偏,送膜机构可靠运行;整卷:半卷:残卷都不脱膜。
6:封口形式:电加热封口,明确显示器位置;防吸功能,建议在导轨上加装限位装置,避免封好的板子因真空吸附而抬起
7:贴标形式:热转印平面贴标(可贴端面)(贴标为标配:热转印为选配)贴标动作由57型步进电机控制和定位(长短边贴标时的距离)。
包装样品:
产品三维图:
")
产品二维图:
")
技术参数:
1:上料形式:人工整叠放料到料仓(料仓前后挡板位置可±3mm调节)
2:送料形式:机械手抓取试剂盒到输送带
3:灌装形式:移液器灌装,2套不间断补液灌装
4:灌装机构:X轴+Y轴平移机构
5:灌装精度:<±1l
6:灌装范围:50-1000l
7:平移机构:气缸机械手式平移机构
8:拉膜形式:电机拉膜
9:封口形式:电加热封口
10:热封口头数:2头
11:切膜形式:气缸水平切膜
12:贴标形式:热转印平面贴标(长短边均可)
13:铝箔卷尺寸:外径300mm,内径76mm,铝箔尺寸:82mm或85mm,其他尺寸需测试
14:标签卷尺寸:外径300mm,内径76mm
15:标签内容打印范围:32mm*45mm(标签尺寸可选)
16:生产速度:900盒/小时
17:水平定位:使用伺服电机,同步带轮与同步带的匹配,槽型光电定位,脉冲走位
18:主要材质:304#不锈钢+铝合金
19:气压:0.6-0.8MPa
20:功率约:5KW
21:电压:AC220V 50/60HZ

